
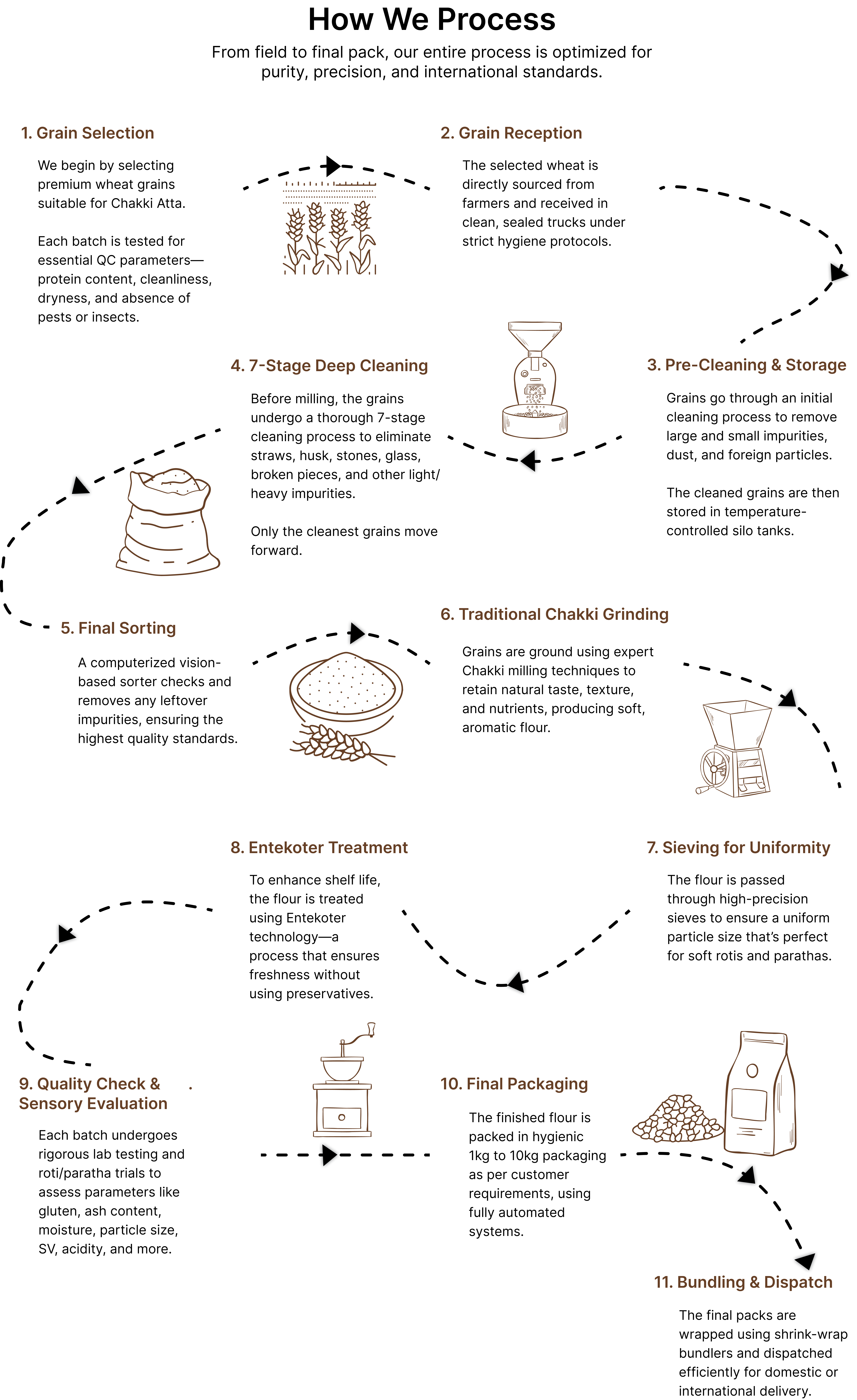

Our manufacturing infrastructure is a reflection of our commitment to excellence. With a daily milling capacity of 300+ tons, 7-stage advanced cleaning lines, fully automated packing units, and industry-best Buhler technology, we ensure precision and purity in every grain.
We've built not just a facility—but a system trusted by FMCG brands and traders across 10+ countries.
Step into our world-class setup and discover why leading brands
choose us as their private-label manufacturing partner.